Advanced Tribology and Macromolecular Engineering of Heavy-Duty Truck Tyre Treads: a Comprehensive Analysis of Compound Physics, Wear Mechanics, and Performance Metrology
1. Introduction: The Thermo-Mechanical Crucible of Commercial Transport
The engineering of tread compounds for Truck and Bus Radial (TBR) tyres represents a pinnacle challenge in materials science, distinct from and often more unforgiving than the design of passenger vehicle tyres. While the latter prioritizes wet traction, acoustic comfort, and rolling resistance in a load environment of typically 400-600 kg per tyre, a commercial truck tyre must support loads exceeding 3,000 kg while operating at internal pressures up to 900 kPa (130 psi).1 This extreme operational envelope subjects the polymer matrix to profound cyclic stresses, aggressive tribological interfaces, and thermal gradients that push the limits of organic chemistry.
The fundamental objective of a TBR tread formulation is to resolve a set of conflicting physical requirements, often visualized as the "Magic Triangle" of tyre performance: Abrasion Resistance (Wear), Rolling Resistance (Fuel Efficiency), and Wet Traction (Safety).2 In the context of heavy-duty transport, this triangle is frequently expanded to a polygon including Chip/Cut Resistance and Retreadability.4 The economic imperatives of the logistics industry demand that these tyres deliver service lives often exceeding 150,000 to 200,000 kilometers before retreading, requiring a wear resistance capability that is orders of magnitude higher than softer passenger compounds.
This report provides an exhaustive technical dissection of the rubber science underpinning these components. It explores the microstructural behavior of Natural Rubber (NR) and Polybutadiene (BR) blends, the interfacial thermodynamics of reinforcing fillers, the reaction kinetics of sulfur vulcanization, and the viscoelastic mechanisms of energy dissipation (hysteresis). Furthermore, it details the standardized metrology used to quantify these properties, specifically the ISO 4649 abrasion test, and analyzes the emerging environmental pressures regarding antidegradant chemistries like 6PPD.
. Polymer Physics and Macromolecular Architecture
The elastomer matrix serves as the continuous phase of the composite, dictating the baseline viscoelastic response, ultimate tensile properties, and thermal stability. Unlike passenger tyres, which increasingly rely on solution-polymerized Styrene-Butadiene Rubber (SSBR) for wet grip, TBR treads remain dominated by Natural Rubber and Polybutadiene due to specific failure modes inherent to heavy loading.
2.1 Natural Rubber (NR): The Structural Backbone
Natural Rubber (cis-1,4-polyisoprene) is the sine qua non of truck tyre engineering, comprising the majority of the polymer fraction in treads, sidewalls, and casing components.4 Its selection is not merely a matter of cost or availability but is driven by unique physical phenomena that synthetic alternatives struggle to replicate.
2.1.1 Strain-Induced Crystallization (SIC)
The defining characteristic of NR is its ability to undergo Strain-Induced Crystallization (SIC). Under high elongation (typically >200% strain), the stereoregular cis-1,4 microstructural configuration allows the polymer chains to align and pack into a crystalline lattice. These crystallites act as transient, self-generated reinforcing fillers that dramatically inhibit crack propagation.
When a crack tip in a truck tyre tread is subjected to stress—for example, when a stone is trapped in the tread groove—the high localized strain at the crack tip induces crystallization. These crystals blunt the crack tip, distributing the stress over a larger volume and preventing catastrophic tear or "chunking".6 This mechanism provides NR with exceptional Green Strength (essential for the manufacturing process of large, heavy components) and superior Cut and Chip resistance in service. Synthetic Polyisoprene (IR), while chemically similar, lacks the non-rubber constituents (proteins, fatty acids, phospholipids) found in NR, which are hypothesized to act as nucleating agents for crystallization, rendering IR slightly inferior in ultimate fatigue properties.6
2.1.2 Thermal Management and Hysteresis
A critical operational constraint for TBR tyres is heat generation. The tread block of a truck tyre is significantly thicker (18-25 mm) than that of a passenger tyre, creating a substantial thermal mass with poor thermal conductivity. Heat generated by internal friction (hysteresis) during cyclic deformation can lead to core temperatures exceeding 100°C. NR exhibits a relatively low loss tangent ($\tan \delta$) compared to emulsion SBR, classifying it as a "cool running" polymer. This low hysteresis is vital to prevent thermal reversion, a degradation mode where polysulfidic crosslinks break down, leading to a loss of modulus and potential blowout.4
2.2 Polybutadiene Rubber (BR): The Abrasion Specialist
To achieve the mileage targets required by long-haul fleets, NR is almost invariably blended with Polybutadiene Rubber (BR).4 BR is selected specifically for its contribution to abrasion resistance, which is a function of its glass transition temperature ($T_g$) and molecular mobility.
2.2.1 High-Cis Microstructure and $T_g$
The grades of BR used in premium truck treads are typically high-cis variants (cis content >96%), often synthesized using Neodymium (Nd) or Cobalt (Co) catalyst systems. These polymers possess an extremely low glass transition temperature, approximately -105°C.8
At ambient operating temperatures, BR is far above its $T_g$, resulting in a highly elastic state with minimal hysteretic energy loss. This high resilience means that when abrasive asperities on the road surface slide across the rubber, the energy dissipated as friction is minimized. According to the frictional theory of abrasion, lower friction energy input results in a lower rate of material removal.4
2.2.2 Blending Thermodynamics and Morphology
The blending of NR and BR is a thermodynamic challenge. Although both are non-polar, they are immiscible at the molecular level, forming a two-phase system with distinct domains. The performance of the tread depends heavily on the Phase Morphology:
● Co-continuous Phases: The ideal morphology is often a co-continuous network where both polymers contribute their strengths.
● Filler Partitioning: Carbon black particles tend to distribute unevenly, often showing a preference for the BR phase or the interphase region due to viscosity differences during mixing. If the BR phase becomes "over-filled" while the NR phase remains "under-filled," the macroscopic toughness of the compound is compromised.
● Curative Migration: Sulfur and accelerators may migrate from the BR phase to the NR phase due to solubility differentials. This can lead to the NR phase becoming highly crosslinked (brittle) while the BR phase remains under-cured (soft), devastating the wear performance. Advanced mixing protocols, such as reactive mixing or specific masterbatching sequences, are employed to ensure homogenous distribution of fillers and curatives across the phase boundaries.10
2.3 Styrene-Butadiene Rubber (SBR) in TBR
While ubiquitous in passenger tyres, SBR plays a secondary role in heavy-duty truck treads. Standard Emulsion SBR (ESBR) generates excessive heat due to the steric hindrance of the styrene groups, which increases the $T_g$ (typically -50°C to -20°C) and the hysteretic loss.4 Using high levels of SBR in a thick truck tread would lead to rapid heat build-up and failure.
However, Solution SBR (SSBR) is increasingly used in smaller quantities or specific regional applications (e.g., regional delivery vs. long-haul) to improve Wet Grip. The higher $T_g$ of SBR enhances the damping factor at high frequencies ($10^5$ to $10^6$ Hz), which corresponds to the frequencies excited by road microroughness during braking. To mitigate the heat penalty, modern SSBR grades are often functionalized (end-group or in-chain modification) to interact chemically with silica, reducing the Payne effect and lowering rolling resistance.12
2.4 Emerging Polymer Architectures
Research into "Green" TBR compounds is driving the development of novel polymer architectures. One such example is Long Chain Branched Cyclopentene Ring Opening Rubber (LCB-CPR), which offers a $T_g$ between -120°C and -80°C.14 Such materials aim to surpass the abrasion resistance of conventional BR while maintaining the processing characteristics required for tyre manufacturing. Additionally, functionalized Neodymium-catalyzed BR (Nd-BR) is being developed to improve interaction with carbon black, reducing hysteresis without sacrificing the abrasion benefits of the high-cis microstructure.11
3. Reinforcing Fillers and Interfacial Dynamics
An unfilled elastomer matrix possesses negligible strength and abrasion resistance. The inclusion of reinforcing fillers—nanoscopic particles that stiffen the matrix and deviate crack paths—is essential. The interaction between these fillers and the polymer chain (bound rubber) is the primary determinant of the compound's dynamic modulus and wear life.
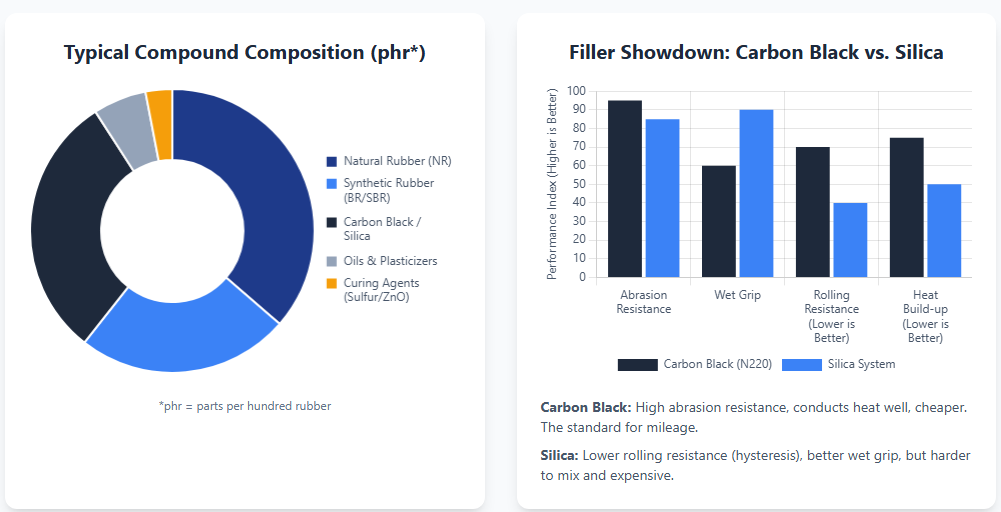
3.1 Carbon Black: The Incumbent Standard
Carbon black (CB) remains the dominant filler for commercial truck tyres due to its cost-effectiveness, processability, and superior reinforcement of Natural Rubber.12 It is elemental carbon with a graphitic-like structure, produced by the partial combustion of heavy petroleum feedstocks.
3.1.1 Structural Taxonomy and Grade Selection
Carbon blacks are classified by the ASTM system based on particle size (Surface Area) and structure (Aggregate complexity).
● Particle Size (Iodine Adsorption Number): Smaller particles have a higher specific surface area. This increases the contact area with polymer chains, enhancing tensile strength and abrasion resistance. However, smaller particles decrease the distance between aggregates, leading to higher particle-particle interaction and increased hysteresis (heat).
● Structure (DBPA - Dibutyl Phthalate Absorption): High-structure blacks have complex, branched aggregates. These branches occlude rubber within their voids, shielding it from deformation. This increases the effective volume fraction of the rigid phase, boosting the modulus (stiffness).
For TBR treads, the industry standard has traditionally been N220 (Intermediate Super Abrasion Furnace) or N110 (Super Abrasion Furnace).
● N110/N121: These grades offer the highest abrasion resistance due to their high surface area ($>120 m^2/g$). They are used in premium long-haul steer tires where wear life is paramount. The trade-off is high heat generation.12
● N330 (High Abrasion Furnace): Used in applications where lower heat build-up is required, or in retreading compounds where processing ease is critical.
3.1.2 The Reinforcement Mechanism
The reinforcement effect of carbon black stems from two primary mechanisms:
Hydrodynamic Effect: The rigid filler particles increase the viscosity and stiffness of the compound simply by occupying volume.
Bound Rubber: High-energy sites on the carbon black surface adsorb polymer segments. This layer of "bound rubber" has restricted mobility, effectively acting as a transition zone between the rigid filler and the flexible matrix. Under strain, polymer chains can slip along the filler surface, dissipating energy and preventing localized stress concentrations that would otherwise lead to chain scission. This slippage is crucial for the extraordinary toughness of CB-filled NR compounds.9
3.2 Silica Technology: The Paradigm Shift
Precipitated Silica ($SiO_2$) has revolutionized the passenger tyre market ("Green Tyres") by breaking the Magic Triangle compromise. Silica-filled compounds can offer lower Rolling Resistance and higher Wet Grip simultaneously.15 However, the adoption in TBR has been slower due to severe processing and chemical challenges.
3.2.1 The Polarity Mismatch
Unlike Carbon Black, which is non-polar and inherently compatible with hydrocarbon rubbers, Silica is hydrophilic and highly polar due to surface silanol groups (-Si-OH). This creates two fundamental problems:
Phase Separation: The polar silica particles repel the non-polar NR/BR matrix.
Agglomeration: Silica particles attract each other via strong hydrogen bonding, forming large, hard agglomerates (flocculation). These agglomerates act as stress risers rather than reinforcement, leading to poor abrasion resistance and "crumbing" of the tread.17
3.2.2 The Silanization Reaction
To utilize silica, a bifunctional organosilane coupling agent (e.g., Bis(triethoxysilylpropyl)tetrasulfide - TESPT, commercially known as Si69) is required. This molecule acts as a chemical bridge:
● Step 1 (Mixing Phase): The ethoxy groups of the silane undergo hydrolysis and condensation with the silanol groups on the silica surface. This hydrophobates the silica, allowing it to disperse in the rubber. This reaction requires temperatures between 140°C and 160°C to proceed efficiently.
● Step 2 (Curing Phase): The tetrasulfide group of the silane splits during vulcanization, reacting with the rubber polymer chains to form a covalent Sulfur-Silica-Polymer bond.15
3.2.3 Challenges in NR Formulations
Implementing this chemistry in NR-based truck treads is fraught with difficulty. NR contains non-rubber constituents (proteins, chelating metal ions) that can deactivate the silane or interfere with the reaction kinetics.6 Furthermore, the high mixing temperatures required for silanization are dangerously close to the thermal degradation temperature of Natural Rubber. Overheating NR during mixing leads to chain scission (drop in viscosity and strength), while under-heating leads to poor silanization (poor abrasion).
Recent innovations, such as surface-modified silicas (e.g., Agilon) or novel silanes (e.g., Si 363), attempt to bypass these issues by shielding the silanol groups or providing more robust coupling kinetics.6
3.3 The Payne Effect and Network Dynamics
The viscoelastic behavior of filled rubber is heavily strain-dependent, a phenomenon known as the Payne Effect.
At low strains (0.1% - 1.0%), the storage modulus ($G'$) is high due to a secondary network formed by particle-particle interactions (filler networking). As strain increases (e.g., the rolling deformation of a tyre), this fragile network breaks down, causing a rapid drop in $G'$ and a peak in energy dissipation ($G''$).
● Carbon Black: Exhibits a strong Payne effect due to Van der Waals forces between aggregates. This breakage and reformation of the filler network is a major contributor to hysteretic heat generation (rolling resistance).
● Silica-Silane: A properly silanized system forms covalent bonds with the polymer rather than a physical filler-filler network. This significantly reduces the Payne effect. The reduction in low-strain hysteresis is the primary mechanism by which silica reduces rolling resistance.11
3.4 Nanocomposites and Hybrid Systems
To balance the abrasion resistance of Carbon Black with the low hysteresis of Silica, "Dual Phase" fillers or hybrid systems are often employed in TBR treads. Carbon-Silica Dual Phase Fillers (CSDPF) are synthesized by co-fuming or coating silica on carbon black, aiming to reduce the shielding effect of the silanization reaction while maintaining the processability of carbon black.
Table 1: Comparative Analysis of Fillers in TBR Applications
Property | Carbon Black (N100/N200) | Precipitated Silica (HDS) |
Surface Chemistry | Non-polar (Hydrophobic) | Polar (Hydrophilic) |
Reinforcement Mechanism | Physical Adsorption / Occlusion | Covalent Bonding (via Silane) |
Abrasion Resistance | Excellent (Standard for TBR) | Moderate (Dependent on Coupling) |
Rolling Resistance | High (High Hysteresis) | Low (Reduced Payne Effect) |
Wet Grip | Moderate | Excellent |
Tear Strength | High | Moderate to High |
Processing Difficulty | Low | High (Requires reactive mixing) |
Source: Synthesized from 9
4. The Chemistry of Vulcanization and Network Topology
Vulcanization transforms the viscous rubber compound into an elastic thermoset by chemically crosslinking the polymer chains. In heavy-duty tyres, the nature of these crosslinks determines the critical balance between heat resistance and fatigue life.
4.1 Sulfur Crosslink Structures
The reaction of sulfur with the allylic hydrogen sites on the unsaturated polymer backbone creates bridges between chains. The length and stability of these bridges vary:
Polysulfidic Crosslinks ($C-S_x-C$, $x \ge 3$): These are long, flexible tethers.
○ Advantage: They possess the ability to break under high stress and reform (sulfur-sulfur bond exchange), dissipating energy and preventing catastrophic main-chain scission. This imparts exceptional Tear Strength and Fatigue Resistance, crucial for preventing Cut/Chip damage.
○ Disadvantage: The S-S bonds are thermally unstable. At high temperatures (e.g., >120°C in a running tyre), they can desulfurate, leading to reversion (softening) or oxidative hardening.20
Mono- and Disulfidic Crosslinks ($C-S-C$, $C-S_2-C$): These are short, stiff bridges.
○ Advantage: High bond energy (C-S bond: 285 kJ/mol vs S-S bond: <270>
○ Disadvantage: They are rigid and lack the stress-relieving exchange mechanism. Compounds dominated by these links are more brittle and prone to crack growth under cut/chip conditions.21
4.2 Cure System Classifications
The distribution of these crosslinks is controlled by the Sulfur-to-Accelerator ratio.
Table 2: Vulcanization Systems and Performance Characteristics
System | Sulfur (phr) | Accelerator (phr) | S/A Ratio | Network Topology | TBR Application Context |
Conventional (CV) | 2.0 - 3.5 | 0.4 - 1.2 | High (>2.0) | Mostly Polysulfidic | Used in Off-Road (OTR) or mixed-service treads where tear strength and chip resistance are paramount. Prone to heat reversion. |
Semi-Efficient (SEV) | 1.0 - 1.7 | 1.2 - 2.5 | Medium (~1.0) | Mixed | The standard for most highway truck treads. Balances fatigue life with acceptable heat stability. |
Efficient (EV) | 0.1 - 0.8 | 2.0 - 5.0 | Low (<0> | Mono/Disulfidic | Rarely used in base treads due to poor tear strength, but used in apex/bead compounds for heat stability. |
Source: Adapted from 22
4.3 Reversion and Anti-Reversion Agents
For NR-based truck treads, Reversion is a critical failure mode. Under the sustained heat of operation, polysulfidic crosslinks in a CV or SEV system can degrade. The sulfur ejected from these broken bonds can form cyclic sulfides (non-load bearing) or catalyze oxidative degradation. This leads to a sticky, gummy tread surface with drastically reduced abrasion resistance.4
To allow the use of high-sulfur (CV) systems for toughness while mitigating thermal degradation, Anti-Reversion Agents are employed:
● Bismaleimides (e.g., Perkalink): These react with dienes formed during reversion to create new, thermally stable crosslinks, essentially "repairing" the network in-situ.24
● HTS (Hexamethylene-1,6-bis-thiosulfate): Hybrid crosslinkers that form stable hybrid bridges.
4.4 Crosslink Density (CLD) and the Wear Optima
There is a non-linear relationship between Crosslink Density (CLD) and wear performance:
● Abrasion Resistance generally increases with CLD. A tighter network (higher modulus) resists the indentation and cutting of microscopic road asperities.25
● Cut/Chip Resistance often exhibits a maximum at an intermediate CLD. If the network is too tight (over-cured), the rubber loses extensibility. When a sharp object penetrates, the material cannot stretch to accommodate the intruder and instead fractures.7
Therefore, a compound designed for a quarry truck (Cut/Chip focus) will have a lower CLD and higher polysulfidic content than a compound designed for a long-haul highway truck (Abrasion focus).
5. Hysteresis, Viscoelasticity, and the Magic Triangle
Hysteresis—the energy dissipated as heat during dynamic deformation—is the physical phenomenon connecting Rolling Resistance, Wet Grip, and Heat Build-up. It is quantified by the loss tangent ($\tan \delta$), the ratio of the viscous loss modulus ($E''$) to the elastic storage modulus ($E'$).
5.1 The Molecular Origins of Hysteresis
When a rubber polymer chain is deformed, energy is consumed by:
Internal Friction: Rotation of polymer segments around the backbone bonds.
Reptation: The sliding of chains past one another within the entanglement network.
Breakdown of Filler Networks: The Payne Effect (discussed in Section 3.3).
This dissipated energy is converted into heat. In a tyre, this is a double-edged sword:
● Good Hysteresis: Energy dissipation is required for Wet Grip. When rubber slides over wet road micro-texture, high-frequency deformation ($10^5$ - $10^7$ Hz) occurs. High hysteresis at these frequencies dissipates the kinetic energy of the vehicle, providing braking force.18
● Bad Hysteresis: Energy dissipation during the rolling cycle of the tyre (10 - 100 Hz) resists motion, causing Rolling Resistance and Heat Build-up.18
5.2 Dynamic Mechanical Analysis (DMA) Predictive Testing
Tyre engineers use Temperature Sweeps in DMA to predict performance. By Time-Temperature Superposition (WLF Equation), low temperatures correlate to high frequencies (Wet Grip), and high temperatures correlate to low frequencies (Rolling Resistance).
● $\tan \delta$ at 0°C to 10°C: Predictor for Wet Traction. A higher value indicates better grip.
● $\tan \delta$ at 60°C: Predictor for Rolling Resistance. A lower value indicates better fuel efficiency.
● Heat Build-up: Directly proportional to $\tan \delta$ at operating temperatures (60°C - 80°C).
The Trade-off: Polymers with high $T_g$ (like SBR) typically have high $\tan \delta$ at 0°C (Good Grip) but also high $\tan \delta$ at 60°C (High RR/Heat). Polymers with low $T_g$ (like high-cis BR) have low $\tan \delta$ at 60°C (Excellent RR/Cool Running) but very low $\tan \delta$ at 0°C (Poor Grip).18
5.3 Decoupling Strategies
To expand the Magic Triangle, formulators use:
Solution SBR (SSBR) + Silica: Creates a hysteresis curve with a steep peak at 0°C (grip) and a sharp drop-off at 60°C (efficiency).13
Functionalized Polymers: Chain-end modifications (e.g., silane-reactive groups) reduce the mobility of chain ends at the filler interface, reducing hysteresis at 60°C without significantly affecting the bulk polymer $T_g$ or wet grip mechanisms.13
6. Tribology and Wear Mechanisms
Wear in truck tyres is not a singular mechanism but a complex superposition of abrasive, fatigue, and chemical degradation processes.
6.1 Abrasion Mechanics
● Abrasive Wear: Dominant on rough, sharp surfaces (e.g., fresh concrete, gravel). Asperities penetrate the rubber, causing stress concentrations that exceed the ultimate tensile strength, cutting micro-chips from the surface. Resistance is governed by Stiffness (Modulus) and Crosslink Density.
● Fatigue Wear: Dominant on smoother surfaces (e.g., worn asphalt). Cyclic deformation causes the growth of pre-existing micro-flaws. This is governed by the Tearing Energy ($T$) and the fatigue threshold of the material. NR's strain-induced crystallization makes it exceptionally resistant to this mode.7
● Pattern Abrasion (Schallamach Waves): Under high severity sliding (e.g., cornering), ridges form perpendicular to the sliding direction. These "waves of detachment" move across the contact patch. BR blends suppress this pattern formation better than pure NR.27
6.2 Influence of Road Macrotexture
The road surface texture plays a critical role.
● Macrotexture ($0.5 mm < \lambda < 50>
● Microtexture ($\lambda < 0>
6.3 Irregular Wear Phenomena
Truck tyres are susceptible to specific irregular wear patterns driven by vehicle dynamics and alignment 1:
● River Wear (Erosion): Occurs on free-rolling tires (trailers) with slow wear rates. It manifests as circumferential wear along the rib edges. It is often a fatigue-driven process.
● Heel-and-Toe Wear: Common on drive axle lug patterns. The heel of the lug block compresses during torque application and snaps back as it leaves the footprint, scrubbing the trailing edge.
● Alignment Wear: Toe-in or Camber misalignment creates a constant slip angle, dragging the tire sideways and causing rapid, one-sided abrasive wear.
7. Metrology and Standardization: ISO 4649
To quantify abrasion resistance in a controlled environment, the rubber industry relies on ISO 4649 (technically equivalent to DIN 53516 and ASTM D5963). This test is the global benchmark for comparing the intrinsic wear resistance of rubber compounds.
7.1 Test Principle and Apparatus
The test utilizes a rotating cylindrical drum (typically 150mm diameter) covered with a standardized abrasive sheet (usually 60-grit alumina).
● Specimen: A cylindrical rubber button ($16 mm \pm 0.2 mm$ diameter, $6 mm$ height).
● Load: The sample is pressed against the drum with a vertical force of 10 N (Standard) or optionally 5N or 20N for specific applications.
● Rotation: The drum rotates at 40 rpm ($0.32 m/s$ surface speed).
● Traversal: As the drum rotates, the sample holder moves laterally across the drum. This ensures the sample always contacts fresh abrasive track, preventing the "clogging" of the sandpaper by rubber debris.32
7.2 Method A vs. Method B
● Method A (Non-rotating): The sample is fixed and does not rotate. This simulates a sliding or locked-wheel condition. It generates a unidirectional abrasion pattern (Schallamach pattern).
● Method B (Rotating): The sample holder rotates the specimen on its own axis during the test. This simulates the complex, multi-directional shear forces experienced by a tread block during cornering and rolling. It produces a more uniform wear surface and is generally preferred for tire tread compounds.34
7.3 Calibration: Standard Reference Compound No. 1
The abrasiveness of the sandpaper changes over time (dulls). To normalize results across different laboratories and times, a Standard Reference Compound (No. 1) is used for calibration.
Formulation of Reference Compound No. 1 (as per ISO 4649 Annex B) 35:
● Natural Rubber (SMR 5): 100.0 parts
● Zinc Oxide: 50.0 parts (High loading ensures high density and cure stability)
● Carbon Black N330: 36.0 parts
● Stearic Acid: 2.0 parts
● Accelerator (MBTS): 1.8 parts
● Sulfur: 2.5 parts
● Antioxidant (IPPD): 1.0 parts
● Cure: 25 mins at 150°C.
Target Loss: The abrasive sheet is considered calibrated if this reference compound loses 200 mg ($\pm 20$ mg) under Method A conditions.
7.4 Calculation of Results
Because rubber compounds have different densities, wear is reported as Volume Loss, not mass loss.
7.4.1 Relative Volume Loss ($\Delta V_{rel}$)
This calculation adjusts the test result to what it would have been if the abrasive sheet were perfectly calibrated (i.e., caused exactly 200mg loss in the reference).
$$\Delta V_{rel} = \frac{\Delta m_t \cdot \Delta m_{const}}{\rho_t \cdot \Delta m_r}$$
Where:
● $\Delta m_t$: Mass loss of the test rubber (mg).
● $\Delta m_{const}$: Defined mass loss of reference rubber (200 mg for Method A).
● $\rho_t$: Density of the test rubber (g/cm³).
● $\Delta m_r$: Actual mass loss of the reference rubber on the specific sheet used (mg).36
7.4.2 Abrasion Resistance Index (ARI)
This expresses performance as a percentage of the reference compound. A higher number means better resistance.
$$ARI = \frac{\Delta m_r \cdot \rho_t}{\Delta m_t \cdot \rho_r} \times 100 \%$$
● $\rho_r$: Density of the reference rubber.36
● Interpretation: An ARI of 120% means the test compound is 20% more resistant to abrasion than the standard reference compound.
8. Environmental Stewardship and Future Directions
The tyre industry faces intense regulatory pressure to reduce the environmental impact of tread wear particles (TRWP).
8.1 The 6PPD Crisis
6PPD (N-(1,3-dimethylbutyl)-N'-phenyl-p-phenylenediamine) is the ubiquitous antiozonant used to prevent sidewall cracking.
● Mechanism: 6PPD migrates to the tyre surface. Being more reactive than the rubber polymer, it reacts preferentially with Ozone ($O_3$), scavenging it before it can cleave the polymer double bonds (Ozonolysis).
● Toxicity: The reaction product, 6PPD-quinone, leaches from tire wear particles into waterways. It has been identified as acutely toxic to Coho salmon and other aquatic species.37
● The Challenge: Finding a replacement is chemically difficult. The molecule must be mobile enough to migrate to the surface but not so mobile that it blooms excessively. It must be highly reactive with ozone but stable during vulcanization. Currently, no direct drop-in replacement exists, forcing the industry to investigate 6PPD-retention technologies or alternative antioxidant cocktails.39
8.2 Sustainable Processing Oils
To replace petroleum-based TDAE oils, bio-based oils (sunflower, soybean, orange oil) are being adopted. These oils often have lower glass transition temperatures, improving winter performance. However, their polarity can differ from petroleum oils, requiring adjustments to the silica-silane mixing protocol to prevent interference with the coupling reaction.13
8.3 Conclusion
The formulation of heavy-duty truck tyre treads remains a complex exercise in compromise. While the NR/BR + Carbon Black system remains the bedrock of the industry due to its unmatched toughness and retreadability, the relentless drive for fuel efficiency is pushing the adoption of Silica/Silane technology into the TBR sector. This transition requires overcoming the chemical incompatibility of silica with natural rubber and managing the delicate kinetics of vulcanization to prevent heat reversion. As environmental regulations regarding 6PPD and wear particles tighten, the next generation of tread compounds will likely require fundamental innovations in polymer architecture and antidegradant chemistry, moving beyond the traditional boundaries of the Magic Triangle.
Table 3: Summary of Compounding Strategies for TBR Performance
Performance Goal | Primary Strategy | Secondary Strategy | Trade-off Risk |
Max Abrasion Resistance | High BR content; High Surface Area CB (N110) | High Crosslink Density (EV cure) | Poor Wet Grip; Chipping; Heat Build-up |
Max Cut/Chip Resistance | High NR content; Polysulfidic Crosslinks (CV cure) | Lower Modulus; High Structure CB | Lower Abrasion Life; Heat Reversion |
Min Rolling Resistance | Silica/Silane System; Solution SBR/BR | Coupling Agents; Low Hysteresis CB | Processing difficulty; Lower Tear Strength |
Max Heat Resistance | EV or SEV Cure System; Low Hysteresis Fillers | Anti-reversion agents (Bismaleimide) | Reduced Fatigue Life (Cracking) |

Useful info updates via Telegram Subscribe to the Telegram Bot and get:
- Current news about the traffic situation in Germany
- Emergency help for your truck - just send HELP to the bot
 Truck Breakdown and Heavy Recovery in Germany: How Fleet Managers Can Control Towing, Recovery and Costs
Truck Breakdown and Heavy Recovery in Germany: How Fleet Managers Can Control Towing, Recovery and Costs A truck breakdown in Germany is rarely just a technical problem. For fleet managers and dispatchers, it immediately creates a…
Read more Thermodynamics and tribology of tyre aging: mechanisms of heat generation and structural degradation
Thermodynamics and tribology of tyre aging: mechanisms of heat generation and structural degradation 1. Introduction: the tyre as a thermodynamic systemA pneumatic tyre is a sophisticated composite structure designed to operate under extreme…
Read more Truck vs Passenger Tyres: Structural Differences, Production Logic, and Regulatory Framework
Truck vs Passenger Tyres: Structural Differences, Production Logic, and Regulatory Framework Physico-Chemical Foundation: the process mechanismthe operation of any pneumatic tyre is based on the phenomenon of hysteresis, which is a…
Read more